Purge Compounds for Thermoplastics
Having trouble viewing your selection? To access videos on the Chem-Trend website, please accept all user cookies.
Click here and allow all cookies — or skip this step and click here to view the video directly on Vimeo.
Having trouble viewing your selection? To access videos on the Chem-Trend website, please accept all user cookies.
Click here and allow all cookies — or skip this step and click here to view the video directly on Vimeo.
High-Value Purging Compounds
Residue inevitably builds up after color and material changes. This often leads to frustrating production challenges for operators who use traditional methods to clean their thermoplastic processing equipment. These issues affect a variety of applications such as injection molding, extrusion, blown film, and extrusion blow molding. Presented as streaks, spots, and discoloration on finished parts, these problems contribute to an unstable process. This may result in higher scrap rates, more downtime, and lower quality of finished products. All things to avoid.

Value
The value of switching to a high-performance purging compound is clear. Chem-Trend’s advanced purging compounds undergo rigorous testing and have the backing of global R&D resources. This ensures high-performance and high-quality characteristics remain constant.
Cost Efficiency
Cost efficiency is an important consideration for your process. The use of a high-quality purging compound reduces the amount of time and material required to clean a machine from color and polymer contamination or material degradation. This contributes to a more stable production process and long-term financial gains.
Ease of Transitioning
Advanced purging compounds create a smooth transition between incompatible polymers and polymers with a wide processing temperature difference. They can also solve contamination issues when used to transition to clear or transparent polymers and when changing colors. This is necessary for hot runner molds and injection molding applications.
A free sample may be available.
VIDEOS


Austin Ames, Technical Sales Representative for Thermoplastics, Discusses the Benefits of Ultra Purge™
Technical Sales Representative for Thermoplastics, Austin Ames, explains how Ultra Purge™ purging compounds helped a thermoplastics manufacturer achieve complete color changes. After the right solution was implemented, Chem-Trend was onsite to educate the team and ensure they were getting the best results.
How to Purge the Injection Molding Machine Screw and Barrel
Learn how to improve purge results by varying low and high backpressure.

How to Purge the Injection Molding Machine Through Parts Production
Learn more about the technique needed for preparing and filling purging compounds in your operation.
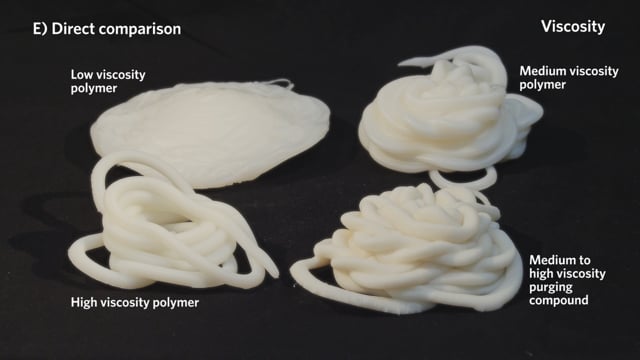
How to Recognize Polymer Viscosity to Select the Best Purging Compound Match
Watch and learn how to identify the polymer viscosity to ensure that you’ve selected the best purging compound match for optimal performance.

Why Purging Compounds?
A Chem-Trend purging compound can purge all of your biggest frustrations and keep you moving forward. When compared to traditional cleaning methods, our purging products provide better cleaning, prevent unwanted stoppages, and save you money. Best of all, implementing a Chem-Trend purging compound is simple and can be done without any significant changes in your process. Request a free sample today, and swap unnecessary hassle for unlimited potential.
NEWS
RELATED THINKING

PET preforms moulder achieves higher supplier rating using Ultra Purge™ 5160

Ultra Purge™ and Husky Injection Molding Systems Partnership Featured in Plastics Technology
BROCHURES
FAQs: Purging Compounds
Learn more about purging compounds for thermoplastics applications and get answers to frequently asked questions.
Purging Compound Products
Lusin® has been a leader in the thermoplastics industry for more than 60 years. Learn more about how to optimize your thermoplastic processing with Lusin® purging compound products.
The Ultra Purge™ Product Line
Ultra Purge™ provides a broad spectrum of solutions across the Thermoplastics Industry. From Automotive and Medical, to PET requirements, blow molding and extruding technologies, we have a solution that meets your production needs.
Lusin® – Professional Products for Thermoplastics Processing
Download our thermoplastic processing product brochure to find out which of our Lusin®Brand release agents will work for your application.
Introducing Chem-Trend Ultra Purge™ C6090
A solution that liquefies polycarbonates and doesn’t allow them to solidify during the temperature change
process. This is primarily used for automotive headlamps and rear lamps. It’s one product that allows for a
smooth transition between PC and PMMA.
EVENTS
Fakuma
FAQ
The use of a specialized purging compound can be tremendously helpful in reducing the amount of time and material required to clean a machine from color and polymer contamination or material degradation. They are the best solution for transitioning between incompatible polymers and polymers with a wide processing temperature difference. They can also solve contamination issues when the polymer is transparent, and when changing colors — especially when hot runner molds are used in injection molding facilities. The use of specialized purging compounds results in saved time and money.
There are two major classes of purging compounds in the market. One is referred to as mechanical or abrasive purging compounds. These are compounds where the cleaning process is based on the mechanical action of hard particles, e.g., glass fibers. The other type of purging compounds is chemical purging compounds. With these, the cleaning process relies on chemical additives that initiate some form of chemical reaction. A third, less commercially available category, typically called a hybrid, is a combination of mechanical and chemical characteristics. The supply form of purging compounds can be either ready-to-use, where the product can be used directly from the package, or a concentrate which is then typically combined with some type of resin at the production facility before being used.
A well-selected purging compound that matches with your process and polymer can provide extensive production benefits, including time savings (shorter color and material changeover times), material savings, fewer rejects, lower scrap, higher productivity and quality, positive long-term effects on machine cleanliness, and less wear and tear on machine components. Using specialized purging compounds provides you with improved machine utilization time and less waste.
Thermoplastic processing is done in many different ways with many different polymers, within a wide range of processing temperatures. Universal purging compounds are available on the market, and they do provide benefit in very limited applications. However, universal purging compounds are compromised solutions, and are not the best solution for the majority of operations. Universal purging compounds are effective only on polymers compatible with their matrix and MFI and less effective on incompatible polymers and/ or with very different matrices. When transitioning between two incompatible polymers, two differing MFI ranges, or two different matrices, it is best to use a specialized purge compound.
Abrasive purging compounds provide fast and reasonably effective cleaning, but they can also damage screws and cylinders/barrels. It is dangerous to use them in hot runner systems, through screen packs or melt pumps. Abrasive purging compounds are more difficult to evacuate from the machine, creating greater potential for longer-term damage as well as for production-run contamination and scrap creation. Chemical purging compounds are safer for the equipment and may also be processed through screen packs and melt pumps. They are universally usable in hot runner systems and can be injected in cavities when a purge compound with an appropriately suitable MFI is selected. Because they are safer for the equipment, they are also more suitable for using as part of a preventative maintenance program as opposed to only as a “problem-solving product.” More recently, hybrid purging compounds, combining the efficiency of a mechanical cleaning with the thoroughness of chemical cleaning, have been developed. Purging concentrates allow for easier storage, but hold the potential risk of incorrect dosage and feeding issues.
Yes. Purge compounds for extrusion are generally more viscous compared to polymers used in injection molding. Purge compounds for injection molding applications are generally designed to clean more fluid polymers. Purge compounds specially designed for the type of process they are intended to be used in will provide the best results.
Yes. Various factors such as temperature and application time have an influence on the cleaning result. These factors need to be taken into consideration when selecting and utilizing a purging compound. Purge compounds specially designed for the temperature range they are intended to be used in will provide the best results.
Not all purging compounds are safe for use in hot runner systems, screen packs, melt pumps and extrusion dies. However, there are some purging compounds that have been developed for such applications. A “mechanical” type purge compound can damage hot runner systems and other components. If you wish to also purge the hot runner, screen pack melt pump or extrusion die you should only use chemical reaction based purge compounds.
Some polymers tend to produce more thermal cracking, cross-linked residues and encrustations than others. These materials can be particularly hard to clean from a machine. Specialized purging compounds have been developed specifically for these polymers.
There is no direct answer to this question because it depends on a wide variety of issues. Some of the factors that feed into this are things such as; the contamination of the machine, the reason for purging, the kind of purging compound that is used, the end product being molded and end customer requirements/ specifications.
Dedicated purging compound grades are especially developed for the cleaning of colors, removal of carbon residues and shut down of machines processing transparent polymers such as PS, SAN, PMMA, PET, and PC. Their formulations show good cleaning effect and quick evacuation when the purge process is completed.
The most efficient way is to use purging compounds in a preventative maintenance program. Purging the machine on a regular basis or at least at every shutdown provide the best long-term results. By doing so, severe buildup on the screw, barrel, hot runners and extrusion dies can be avoided, resulting in less production stoppages, machine downtime, and material waste.
Cycles of purge depend on the complexity of material, number of colors processed, additives and processing parameters. Beyond using a purge compound when transitioning from one color or material to another, using a specialized purge compound could also be beneficial in the case of unexpected production events. One common example is when an operator has missed setting the proper processing temperature of a heatsensitive polymer for too long of a time.
Preventative maintenance of screws, barrels, and hot runner systems, through regularly scheduled and consistent purging, makes sure that they stay in clean condition, reducing carbon buildup. A general rule of thumb is one purge per week. If shutdowns are performed, purge should be used during every shutdown.
With respect to sustainability, purging with virgin material is the worst approach. Compared with purging compounds, the cleaning performance of virgin polymers is poor, and the amount of scrapped material, time, and energy consumption is significantly higher. Using specialized purging compounds saves considerable time and energy between the last quality part produced in previous resin or color and the first quality part following. Using a specialized purging compound on machines typically purged with virgin polymer often evacuates several previously processed colors. This is due to the limited cleaning performance of virgin polymers.
Yes, this typically happens when a heavily contaminated machine is purged with a specialized purging compound, especially when the machine has a lot of carbon residue trapped in it. The specialized purge compound will loosen colors used in previous production runs as well as carbon buildup that has been stuck inside the machine. Frequent use of a specialized purging compound will drastically clean the machine and reduce the scrap rate. The benefits of the specialized purging compound will quickly become apparent.
Some specialized purging compounds have been developed to cover a wide window of processing temperatures. In cases of extreme temperature difference a tailored solution may be required and you should check with the technical experts of the purge compound supplier to see what solution might be offered.
Polymer contamination/carbonization, additives, encrustations, degraded material, or color residue from “dirty” equipment can be released by utilizing one of our highly specialized Ultra Purge™ purging compounds. However, it is important to keep in mind that the more contamination, or dirt, there is in the machine the longer it will take to evacuate. In many instances the contamination or dirt has built up over an extended period of production runs. Therefore, it will take some time to clear out all of the contamination that has settled into the machine.
Ultra Purge™ specialized purge compounds improve operational efficiency by reducing setup/change-over times and reducing both the time to purge as well as the amount of material required to complete a purge. These contribute to an overall saving of money and resources. Chem-Trend’s Ultra Purge™ purge compounds have been formulated to provide high performance with a lower the cost of cleaning.
Ultra Purge™ grades are developed to cover a wide window of processing temperatures. In cases of extreme temperature difference, we may propose to use a combined system for cleaning. Chem-Trend has also developed a special formulation to allow for quick polymer change from high temperature PC to PMMA even if it is transparent.
